Подбор оптимального оборудования — целое испытание для людей, которые обращаются к нам за помощью. Недавно бригада наших специалистов отправилась на юг России, в город Краснодар, чтобы разрешить одну из таких трудных задач.
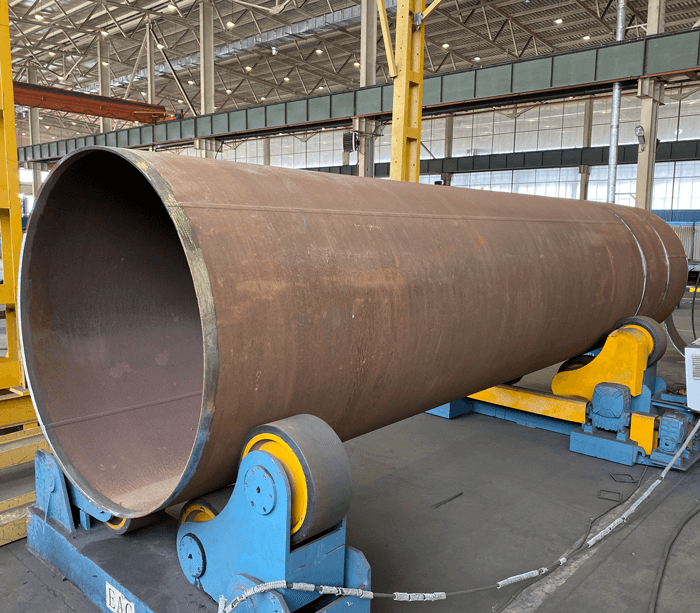
Ниже представлены фото объектов, на изготовлении которых специализируется наш заказчик.

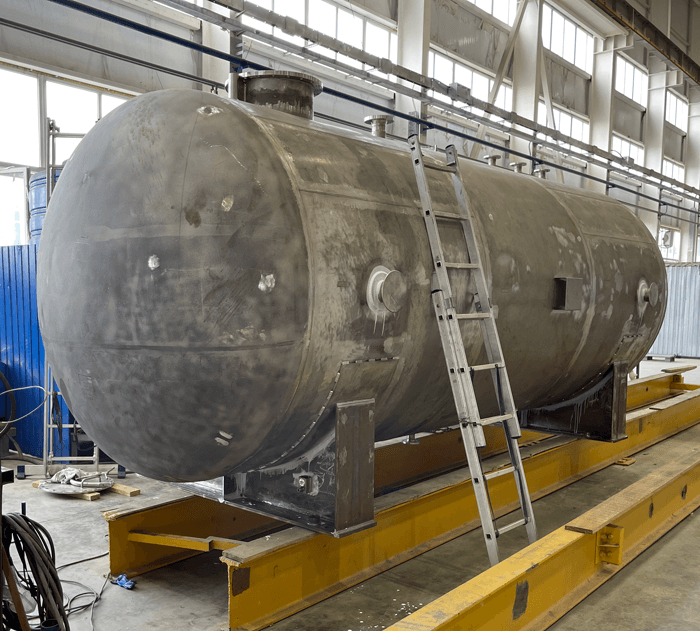
Техническое задание
На предприятии требовалось выполнить работы по сварке обечаек больших диаметров (от 3 метров). Для достижения максимального качества шва, процесс производится в нижнем положении, т.е. движение оборудования по обечайке вдоль шва исключалось.
Несколько трудностей, которые необходимо было решить:
- Форма обечайки имеет овальность, а значит, зазор между горелкой и зоной сварки будет меняться во время вращения.
- Из-за неидеальной формы при вращении происходит движение заготовки по продольной оси, соответственно, и сварочный шов смещается либо влево, либо вправо от горелки.
Сварщику приходится несколько раз перенастраивать оборудование во время работы, а это отнимает слишком много времени и негативно сказывается на прямолинейности шва. Требуется автоматизировать данный процесс, тем самым, повысив качество и скорость выполнения сварки.
Подбор оборудования
Для того, чтобы правильно подобрать оборудование, надо составить список требований:
- Поддержка системы слежения за сварочным швом.
- Корректировка положения горелки как по вертикали, так и по горизонтали.
- У каретки должна быть возможность выполнять колебательные движения, чтобы равномерно заполнять соединения.
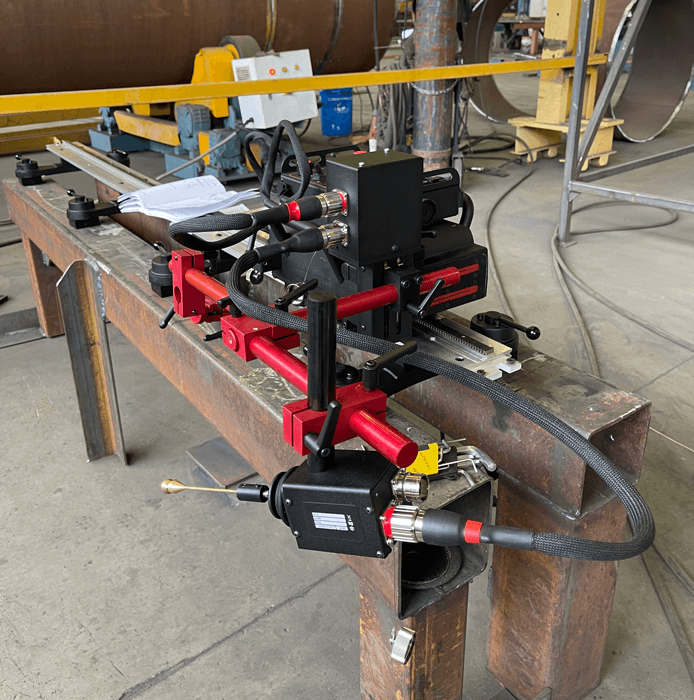
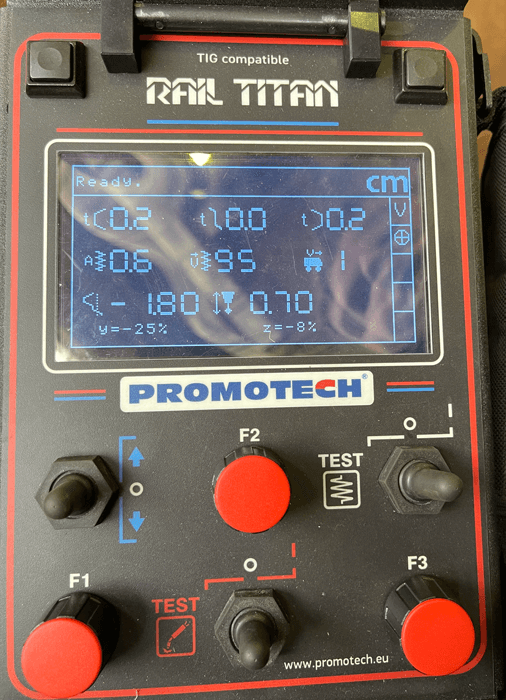
Каретка, которая подойдет под все вышеперечисленные пункты, — Rail Titan. На ней мы и остановились.
Дополнительно необходимо укомплектовать трактор:
- датчиком слежения за швом.
- электроприводом перемещения горелки по вертикали.
- рельсом с магнитами, чтобы установить и закрепить каретку.
В Rail Titan есть встроенная система колебаний, позволяющая настраивать скорость, амплитуду, задержку в крайних точках и т.д. Здесь дополнительно докупать ничего не нужно.
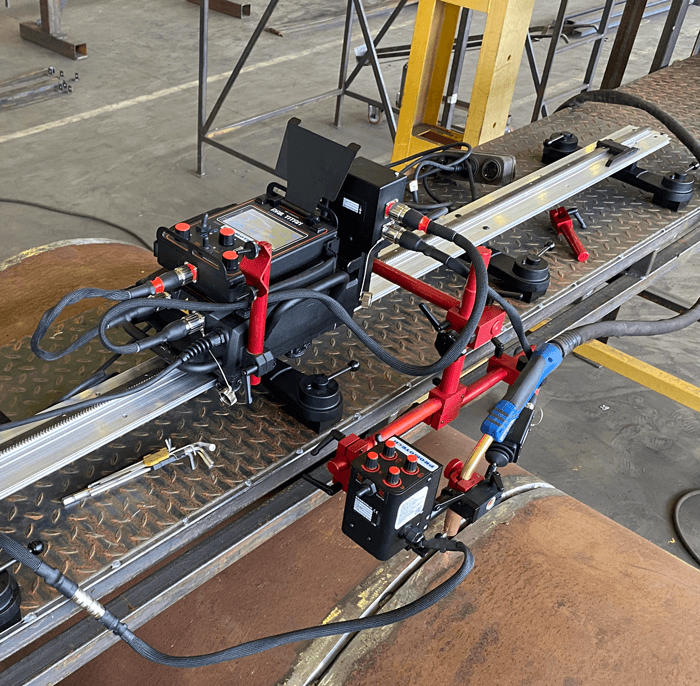
Сборка и установка каретки
После составления списка требуемой продукций мы все упаковали, прибыли на предприятие и приступили к сборке.
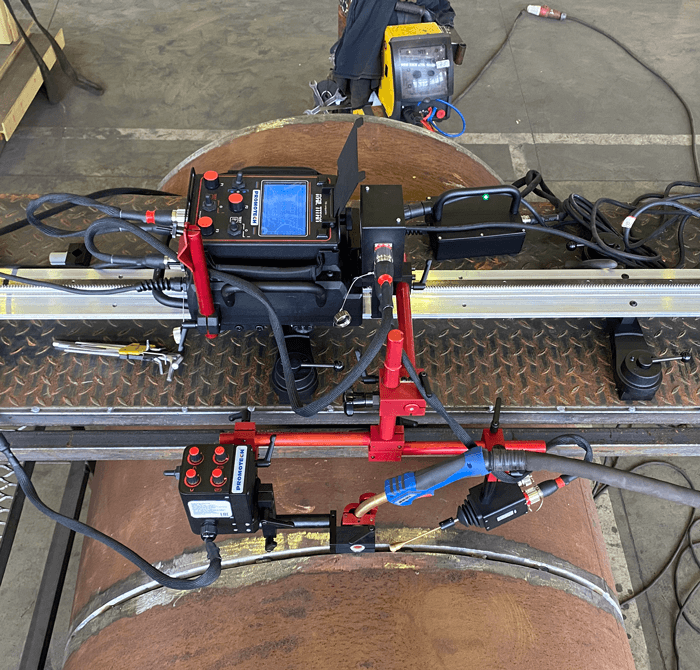
Сначала распаковываем каретку и направляющий рельс. Устанавливаем магниты на рельс и фиксируем на нем трактор. Затем подключаем к каретке дополнительные модули, о которых мы писали выше. Стоит отметить, что все делается максимально просто и интуитивно. К комплекту прилагается руководство, где есть подробные картинки по сборке.
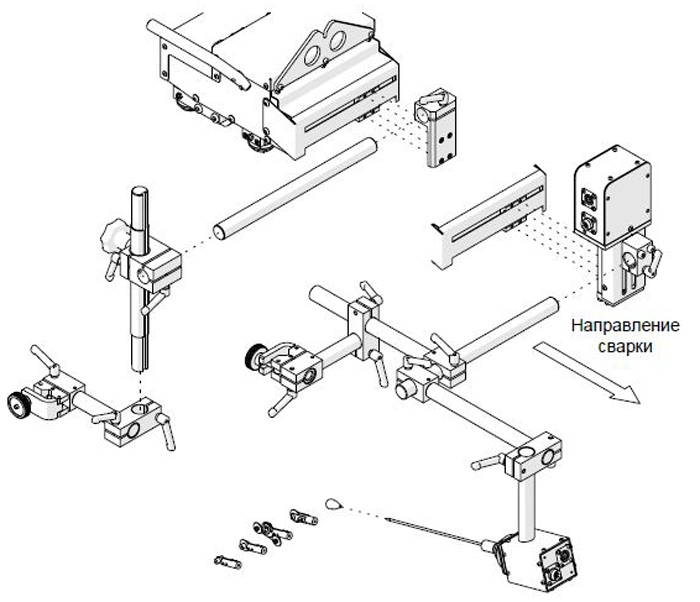
В конце подключаем кабели. Ошибиться здесь тоже невозможно, кабели размечены, каждому соответствует свое гнездо. Не забываем про подключение и пульта управления — его потом можно будет снять с каретки (он на магните) и управлять процессом дистанционно.
Настройки режимов
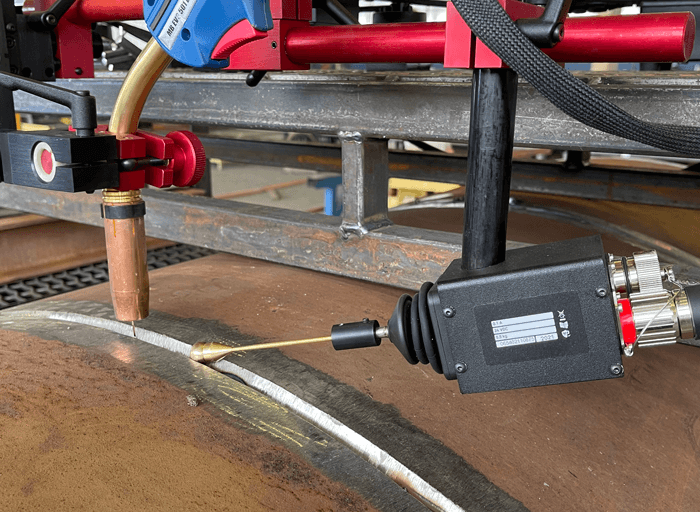
Размещаем горелку и датчик на необходимой высоте над швом. Сейчас удобно воспользоваться зубчатой рейкой, а более точную настройку затем выполнить с помощью пульта управления. Выставляем необходимый зазор между горелкой и заготовкой по высоте, равняем ее по центру шва, по горизонтали.
После этого приступаем к настройке колебаний. Настраиваем амплитуду и скорость, задержки в крайних и центральной точках ставим на минимум (при использовании датчика задержка слева и справа минимум 0,2 сек). Запускаем каретку и вращение обечайки. Проверяем работу оборудования без сварки, уже после чего начинаем рабочий процесс.
Результат
Фотографии готового ровного шва говорят о том, что мы успешно выполнили поставленную задачу.
До:

После:

Конечно, для получения идеального результата необходимо более точно настроить параметры сварочного источника и каретки. Но в целом, можно сказать, что конфигурация прекрасно справилась с поставленной задачей. Трактор самостоятельно следит за швом, и оператору не приходится ничего менять в процессе.
Так же хотелось бы обратить внимание, что данный комплект оборудования позволит выполнять и другие задачи, например сварка длинных прямых (продольных) швов в любых положениях.
Видео
И напоследок, мы собрали весь материал с места демонстрации в видео, приятного просмотра!