Самой распространенной ошибкой среди сварщиков является отождествление блока колебаний с осциллятором. На самом деле, это два совершенно разных по функционалу оборудования.
Подмена произошла из-за самого понятия «oscillator», который некорректно транслитерируют как «осциллятор». Но если использовать прямой перевод, то иностранное слово превращается в «устройство для колебаний»(от англ. oscillation - колебания).
В физике термины звучат синонимично, однако в металлообработке вызывают недопонимание. Поэтому цель данной статьи — раз и навсегда разобраться в принципах работы.
Осциллятор
Осциллятор — генератор быстрого и бесконтактного поджига дуги. Чаще он используется в сварке нержавейки, алюминия, меди. Так как на поверхности цветных металлов присутствует оксидная пленка, перед началом работы требуется установить контакт между электродом и поверхностью заготовки. Генератор заменяет ручное трение с трудоемким соблюдением направления, угла наклона и дистанции горелки.

Для возникновения моментального дугового разряда устройство преобразует частоты 60 Гц в высокочастотный ток, достигающий 500 кГц. А стандартное напряжение сети 220-230 В повышает до 6000 В. В процессе активного образования ионов из нейтральных атомов диэлектриком выступает воздух, который и становится проводником электрической дуги без физического взаимодействия объектов.

Получаемый кратковременный импульс похож на вспышку молнии. Воздушный промежуток соединяет крайнюю точку электрода и плоскость детали. Допустимо использование разнообразных стержней: вольфрамовых, с присадочной проволокой, в обмазке.
Существуют две основные схемы функционирования:
- Непрерывное действие, когда постоянный ток основного источника одновременно генерируется с током высокого напряжения, посредством последовательного или параллельного соединений. Эффективно в обработке высоколегированной стали, многих видов цветных металлов, поскольку обеспечивает продолжительное действие электродуги.
- Импульсное действие (цикличная полярность) происходит при генерации переменного тока от осциллятора с применением трансформатора. Подключение параллельное. Преимущественно для работы с алюминием и его сплавами из-за склонности металла к разбрызгиванию и сквозному прогару.

Работа генератора синхронизируется со сварочным аппаратом и выглядит следующим образом:
- Подается сигнал в электрическую цепь путем нажатия кнопки на горелке.
- На входе выпрямителем упорядочивается движение тока.
- При высвобождении из конденсатора ток поступает в трансформатор на колебательный контур. На этой стадии происходит увеличение напряжения и открывается газовый клапан.
- С помощью кабеля массы импульс связывает электрод и металлическую деталь.
- В конце горения дуги осуществляется продувка для охлаждения электрода и обработанного участка.
У современных инверторов, как правило, устройство для поджига уже интегрировано в цепь между выпрямителем и держателем горелки. Например, модель Lincoln Electric Invertec 300TPX.
Блок колебаний
Блок колебаний — приспособление, которое позволяет задать параметры шва и минимизировать количество подрезов (рубцовое повреждение на краях). В результате получается чистое и равномерное соединение.


Разновидность блоков выделяют по принципу колебаний:
- Линейный для работы в одной плоскости. Используется для заполняющих, облицовочных швов и сварке «на подъём».
- Угловые для работы в двух плоскостях. Идеально подходит для тавровых и стыковых соединений, наплавки.
| Параметр | Значения | Описание |
|---|---|---|
 |
0-100% | Ширина колебаний |
 |
0-100% | Ширина колебаний |
 |
0-3 сек | Время задержки колебаний в верхнем положении |
 |
0-3 сек | Время задержки колебаний в нижнем положении |
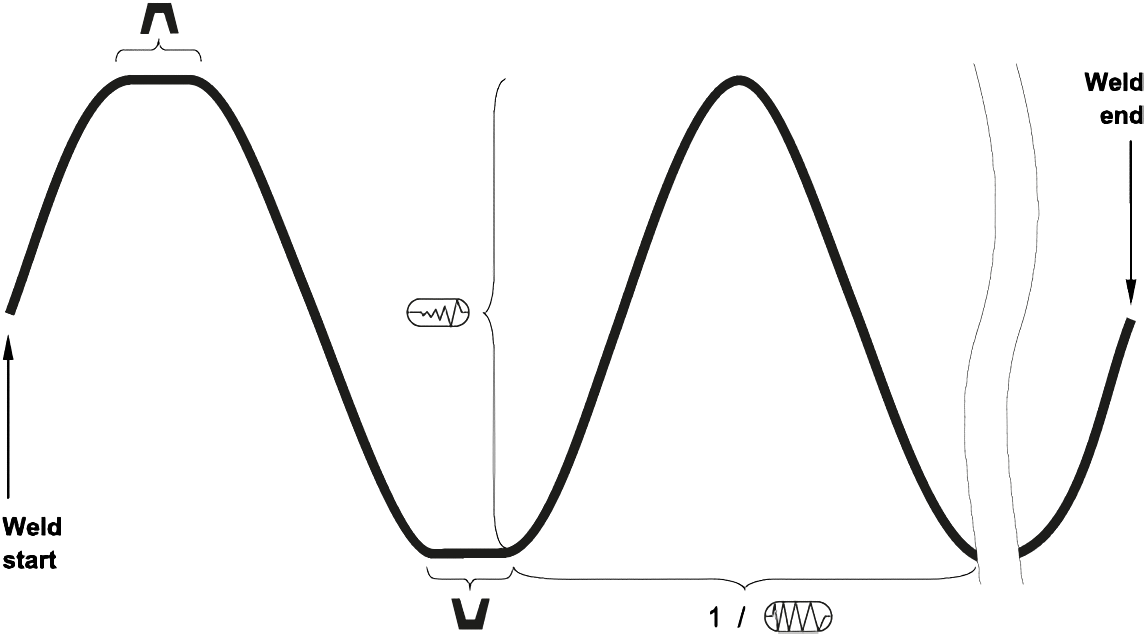
Принцип работы довольно простой:
- Задаются нужные величины шва, которые записываются на процессор.
- Подача сформированных данных осуществляется через цифровое управление на шаговый двигатель.



В отличие от осциллятора, блок колебаний работает как в автономном режиме, так и вместе со сварочными тракторами и различными источниками питания. К блоку OSC-8 от польского производителя Promotech достаточно подключить сетевое питание, задать параметры, и он будет раскачиваться самостоятельно.
Вывод
Подытожим, осциллятор отвечает за легкость поджига электрода и стабилизирует электрическую дугу в процессе сварки, а блок колебаний — за параметры сварного шва: ширину и толщину.
Единственно их сходство заключается в том, что это вспомогательное сварочное оборудование для повышения эффективности и качества шва.